六大放電技術
全新AE II放電電源系統,突破舊有加工極限,意味著更快的加工時間,更好的表面粗細度,更小的電極損耗
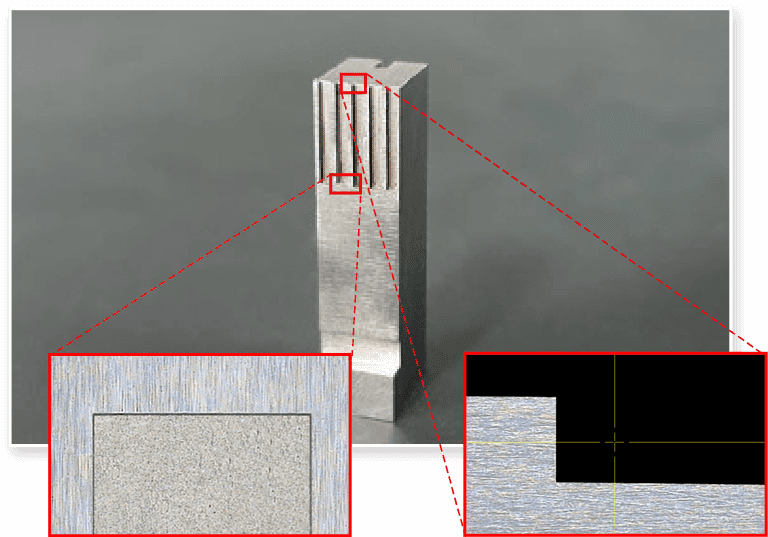
高速18M/min 主軸跳動速度
全新AE II型運動控制演算法,全面提升放電排渣速度,主軸排渣速度可達到18 M/min的高速運動,比原有AI機種提升近9倍排渣速度。在大面積和精加工放電加工場合,提供穩定地伺服運動控制,提升放電效率,縮短加工時間。
加工物件
| 項目 | 內容 |
| 電極材質 | 石墨 POCO EDM 2 |
| 工件材質 | SKD 11 |
| 電極大小 | 1 x 38 mm |
| 加工深度 | 70 mm |
| 表面粗細度 | VDI 25 / Ra 1.8 um |
Ra 0.08 um等級鏡面加工
無需使用粉末技術,大面積也可輕鬆達到Ra 0.08 um的超細緻表面,節省二次拋光處理時間。
加工物件
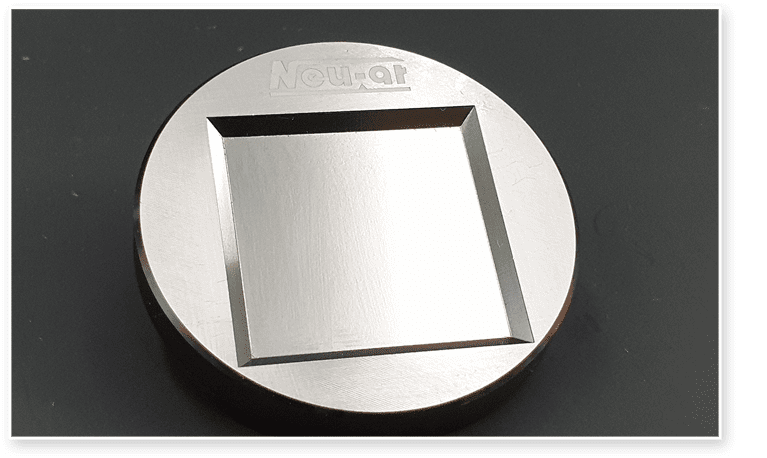
| 項目 | 內容 |
| 電極材質 | 銅 |
| 工件材質 | NAK 80 |
| 電極大小 | 35 x 35 mm |
| 加工深度 | 1.97 mm |
| 加工時間 | 5時15分 |
| 表面粗細度 | VDI 0 / Ra 0.08 um |
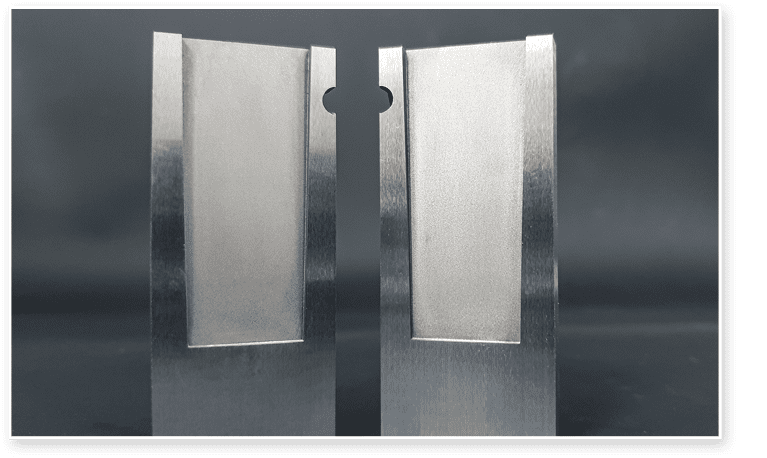
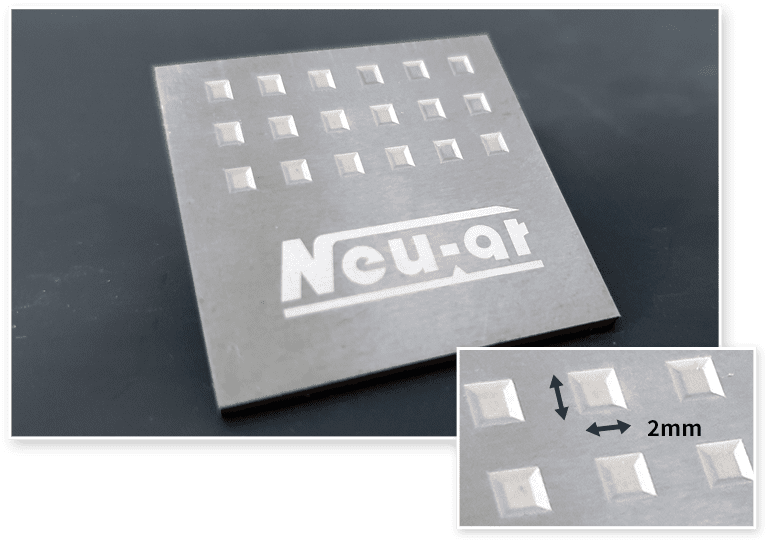
內角8 um精密清角加工
隨著電子產品走向高精密,微型化,對於加工的要求也越來越高。針對較細微形狀,透過最新消耗抑制技術,可以達到最佳R角8 um優異表現。
加工物件
| 項目 | 內容 |
| 電極材質 | 銅 |
| 工件材質 | VIKING |
| 電極縮減量 | 0.05 mm |
| 電極數量 | 4 |
| 加工深度 | 0.3 mm |
| 表面粗細度 | VDI 7 / Ra 0.22 um |
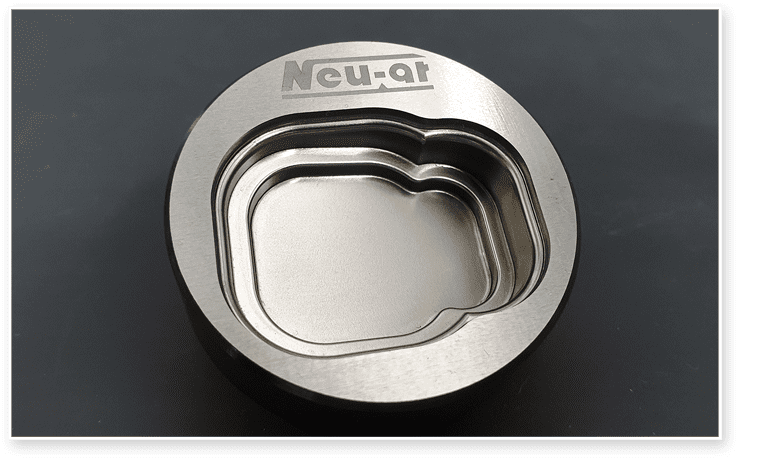
超硬鎢鋼加工
超高硬度材料所造成的高消耗是放電加工一大難題,透過專用硬質合金迴路抑制消耗,即使是細微的銳角也能清楚呈現。最佳表面粗細度可達Ra 0.22 um。
加工物件
舊迴路

AE II 新迴路
| 項目 | 內容 |
| 電極材質 | 銅鎢 |
| 工件材質 | 鎢鋼 HRA 90° |
| 電極大小 | 83 mm2 |
| 加工深度 | 0.15 mm |
| 加工時間 | 2時10分 |
| 表面粗細度 | VDI 7 / Ra 0.22 um |
高速修細加工
全新開發放電電源迴路,使修細效能大幅度提升,相較前一代系統可縮短近45%的加工時間。
加工物件
| 項目 | 內容 |
| 電極材質 | 銅 |
| 工件材質 | NAK 80 |
| 電極大小 | 38 x 28 mm |
| 加工深度 | 12 mm |
| 加工時間 | 6時9分 |
| 表面粗細度 | VDI 9 / Ra 0.28 um |
大面積加工技術
加工越大面積的工件,越是細緻的表面,越是會有粗細不均的顆粒出現。新型AE II電源,透過高速放電間隙狀態監控,可得到均勻一致的加工表面,整體加工效率提升,大幅降低後續模具拋光時間。
加工物件
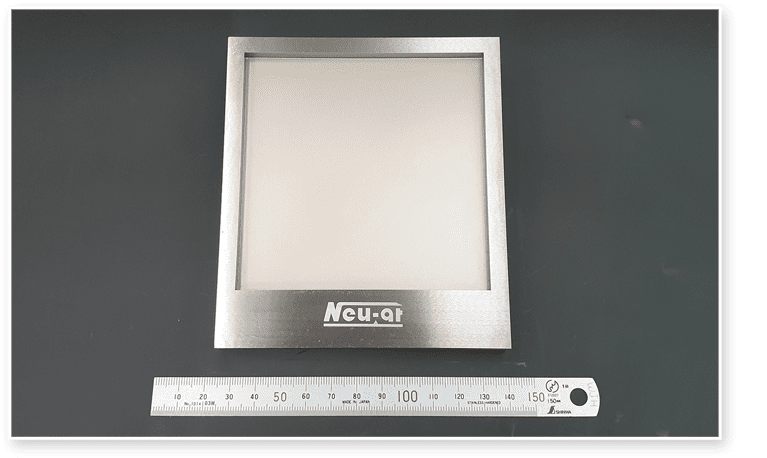
| 項目 | 內容 |
| 電極材質 | 石墨 POCO EDM 200 |
| 工件材質 | SKD 61 |
| 電極大小 | 100 x 100 mm |
| 加工深度 | 5 mm |
| 加工時間 | 6時21分 |
| 表面粗細度 | VDI 18 / Ra 0.8 um |