Roscas internas de carburo de tungsteno de alta velocidad | Empresa, Capacitación, Servicio y Recursos | NEUAR EDM
Al mecanizar carburo de tungsteno ultra-duro utilizando fresado CNC tradicional, el desgaste de la herramienta es típicamente muy alto, lo que resulta en un costo significativo. Sin embargo, al utilizar la tecnología EDM, el desgaste de las herramientas puede reducirse drásticamente. La última tecnología AEII EDM de NeuAR reduce significativamente el tiempo de descarga para el mecanizado de roscas de carburo de tungsteno. A diferencia de los métodos tradicionales que requieren al menos dos electrodos para mecanizar roscas internas en carburo de tungsteno, el modelo SH2 equipado con el "Circuito de Carburo de Tungsteno Súper Duro" permite completar el roscado interno con solo un electrodo.Perfil de la empresa NeuAR—capacitación, postventa e instalaciones globales. Vea los beneficios de AE II y acabados espejo hasta Ra 0.06–0.20 µm—póngase en contacto hoy.
Roscas internas de carburo de tungsteno de alta velocidad
Tecnología central de la máquina de descarga eléctrica de espejo de alta velocidad
Al mecanizar carburo de tungsteno ultra-duro utilizando fresado CNC tradicional, el desgaste de la herramienta es típicamente muy alto, lo que resulta en un costo significativo. Sin embargo, al utilizar la tecnología EDM, el desgaste de las herramientas puede reducirse drásticamente. La última tecnología AEII EDM de NeuAR reduce significativamente el tiempo de descarga para el mecanizado de roscas de carburo de tungsteno. A diferencia de los métodos tradicionales que requieren al menos dos electrodos para mecanizar roscas internas en carburo de tungsteno, el modelo SH2 equipado con el "Circuito de Carburo de Tungsteno Súper Duro" permite completar el roscado interno con solo un electrodo.
Estudio de caso de mecanizado
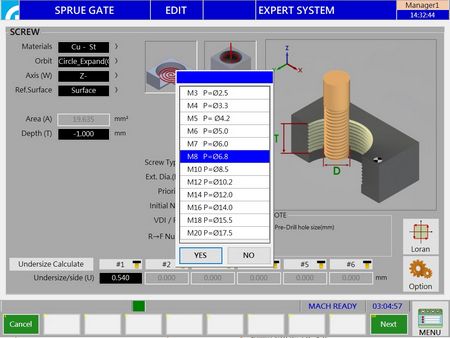
Calcula automáticamente el radio de Loran requerido
Para roscas métricas M3~M20, simplemente selecciona el tamaño.El sistema EXPERT de NeuAR calcula automáticamente el radio Loran óptimo basado en el desgaste del electrodo, ya sea para carburo de tungsteno o acero preendurecido.
Usando Solo UNA Electrodos
NeuAR todas las series CNC equipadas con "Circuito de Carburo de Tungsteno Súper Duro (SH2)" aseguran que el tornillo se ajuste firmemente usando solo UNA electrodos.

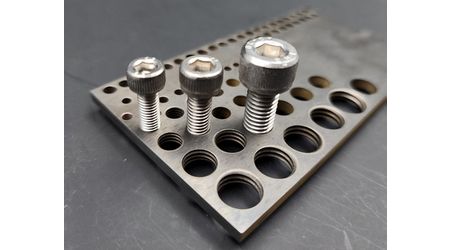
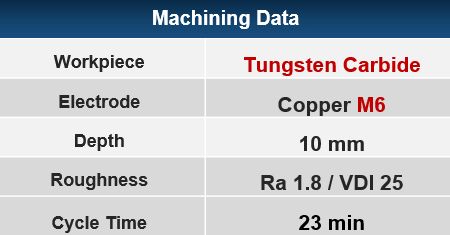
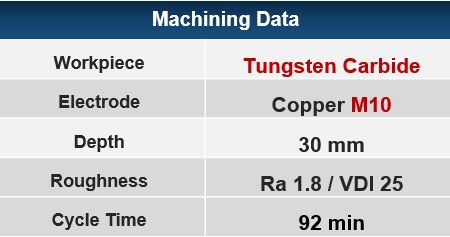
Estudio de Caso de Mecanizado: Mecanizado de Roscas Internas de Carburo de Tungsteno M6/M10
Con solo un electrodo de cobre, incluso los materiales de carburo de tungsteno ultra duros se pueden mecanizar, eliminando la necesidad de alineación utilizando dos electrodos.
La tecnología EDM de bajo desgaste garantiza un tiempo de procesamiento eficiente mientras mantiene un ajuste de tornillo seguro y sin juego dentro del agujero roscado.

Productos Populares


Roscas internas de carburo de tungsteno de alta velocidad | Fundada en 1998 — Sistemas de Precisión, Guía AE II y Soporte Global
NEUAR EDM diseña soluciones EDM de alta velocidad, espejo y automatizadas respaldadas por un equipo con más de 40 años de experiencia acumulada. Nuestro Sistema Experto Inteligente AE II optimiza la programación para que los fabricantes alcancen una precisión estable más rápido.
Desde superficies con acabado espejo alrededor de Ra 0.06–0.20 µm hasta características de micro-radio confiables, nuestra tecnología apoya programas de moldes y matrices, médicos, aeroespaciales y automotrices con calidad y rendimiento consistentes.
Proporcionamos capacitación estructurada, servicio postventa receptivo y soporte pagado de por vida para sistemas EDM de espejo para proteger el tiempo de actividad en instalaciones globales—pregunte sobre demostraciones, cortes de muestra o una visita a la fábrica.
Datos de la Empresa en Números
0
Años de Experiencia en EDM
0
Aseguramiento de Precisión (Años)
0%
Satisfacción del cliente