高速タングステンカーバイド内部ねじ切り | 会社、トレーニング、サービス&リソース | NEUAR EDM
従来のCNCフライス加工を使用して超硬タングステンカーバイドを加工する際、工具の摩耗は通常非常に高く、結果としてコストが大幅に増加します。 しかし、EDM技術を使用することで、工具の摩耗を大幅に削減できます。 NeuARの最新のAEII EDM技術は、タングステンカーバイドのスレッド加工における放電時間を大幅に短縮します。 タングステンカーバイドの内部ねじを加工する従来の方法は少なくとも2つの電極を必要としますが、"スーパー ハード タングステン カーバイド回路"を搭載したSH2モデルは、1つの電極だけで内部ねじの加工を完了することができます。NeuAR 会社プロフィール—トレーニング、アフターサービス、グローバルインストール。AE IIの利点とRa 0.06–0.20 µmの鏡面仕上げをご覧ください—今すぐご連絡ください。
高速タングステンカーバイド内部ねじ切り
高速ミラー放電加工機のコア技術
従来のCNCフライス加工を使用して超硬タングステンカーバイドを加工する際、工具の摩耗は通常非常に高く、結果としてコストが大幅に増加します。 しかし、EDM技術を使用することで、工具の摩耗を大幅に削減できます。 NeuARの最新のAEII EDM技術は、タングステンカーバイドのスレッド加工における放電時間を大幅に短縮します。 タングステンカーバイドの内部ねじを加工する従来の方法は少なくとも2つの電極を必要としますが、"スーパー ハード タングステン カーバイド回路"を搭載したSH2モデルは、1つの電極だけで内部ねじの加工を完了することができます。
加工ケーススタディ
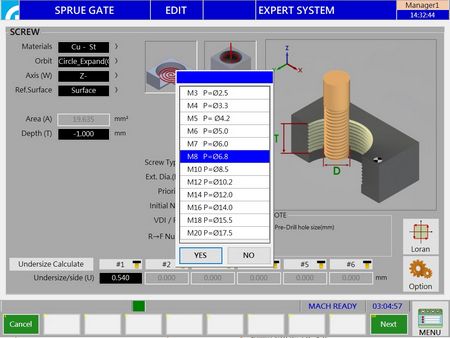
必要なロラン半径を自動計算
M3~M20メトリックスレッドの場合は、サイズを選択するだけです。NeuAR EXPERTシステムは、タングステンカーバイドまたは事前硬化鋼の電極摩耗に基づいて最適なロラン半径を自動的に計算します。
たった1つの電極を使用する
NeuAR "スーパー硬質タングステンカーバイド回路 (SH2)"を搭載したすべてのCNCシリーズは、たった1つの電極を使用することでネジがしっかりとフィットすることを保証します。

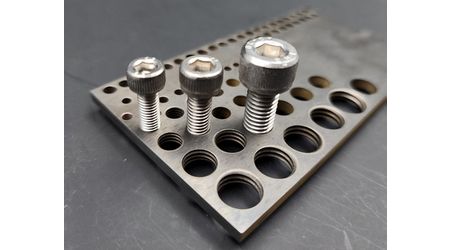
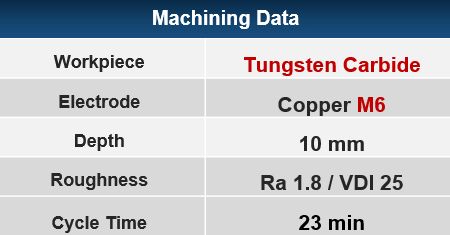
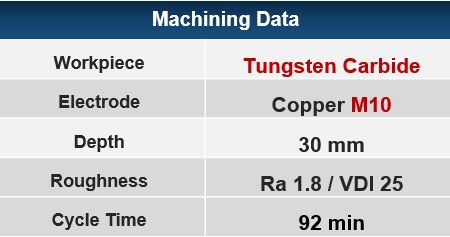
加工ケーススタディ:タングステンカーバイドM6/M10内部ねじ加工
1つの銅電極だけで、超硬タングステンカーバイド材料を加工でき、2つの電極を使用したアライメントの必要がなくなります。
低摩耗EDM技術により、効率的な加工時間を確保しながら、ねじ穴内でのしっかりとした、揺れのないねじのフィットを維持します。

人気製品


高速タングステンカーバイド内部ねじ切り | 設立1998年 — 精密システム、AE IIガイダンス&グローバルサポート
NEUAR EDMは、高速、ミラー、自動EDMソリューションを設計しており、40年以上の蓄積されたノウハウを持つチームがサポートしています。私たちのAE IIインテリジェントエキスパートシステムはプログラミングを効率化し、製造業者がより早く安定した精度に到達できるようにします。
Ra 0.06–0.20 µmの鏡面仕上げから信頼性のあるマイクロ半径機能まで、私たちの技術は金型・ダイ、医療、航空宇宙、自動車プログラムを一貫した品質とスループットでサポートします。
私たちは、ミラーEDMシステムの稼働時間を保護するために、構造化されたトレーニング、迅速なアフターサービス、そして生涯有料サポートを提供しています。デモ、サンプルカット、または工場訪問についてお問い合わせください。
会社の数字による事実
0
EDM経験年数
0
精度保証(年数)
0%
顧客満足度