Rosqueamento Interno em Carbeto de Tungstênio em Alta Velocidade | Empresa, Treinamento, Serviço e Recursos | NEUAR EDM
Ao usinar carboneto de tungstênio ultra-duro usando fresamento CNC tradicional, o desgaste da ferramenta é tipicamente muito alto, resultando em custos significativos. No entanto, ao usar a tecnologia EDM, o desgaste da ferramenta pode ser drasticamente reduzido. A mais recente tecnologia AEII EDM da NeuAR reduz significativamente o tempo de descarga para o usinagem de roscas em carbeto de tungstênio. Ao contrário dos métodos tradicionais que exigem pelo menos dois eletrodos para usinar roscas internas em carboneto de tungstênio, o modelo SH2 equipado com o "Circuito de Carboneto de Tungstênio Super Duro" permite a conclusão da rosca interna com apenas um eletrodo.Perfil da empresa NeuAR—treinamento, pós-venda e instalações globais. Veja os benefícios do AE II e acabamentos espelhados para Ra 0,06–0,20 µm—entre em contato hoje.
Rosqueamento Interno em Carbeto de Tungstênio em Alta Velocidade
Tecnologia Central da Máquina de Descarga Elétrica de Espelho de Alta Velocidade
Ao usinar carboneto de tungstênio ultra-duro usando fresamento CNC tradicional, o desgaste da ferramenta é tipicamente muito alto, resultando em custos significativos. No entanto, ao usar a tecnologia EDM, o desgaste da ferramenta pode ser drasticamente reduzido. A mais recente tecnologia AEII EDM da NeuAR reduz significativamente o tempo de descarga para o usinagem de roscas em carbeto de tungstênio. Ao contrário dos métodos tradicionais que exigem pelo menos dois eletrodos para usinar roscas internas em carboneto de tungstênio, o modelo SH2 equipado com o "Circuito de Carboneto de Tungstênio Super Duro" permite a conclusão da rosca interna com apenas um eletrodo.
Estudo de Caso de Usinagem
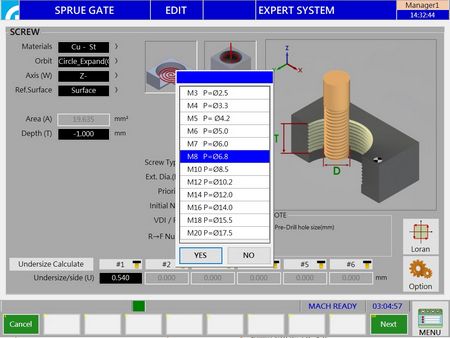
Calcula automaticamente o Raio Loran Necessário
Para roscas métricas M3~M20, basta selecionar o tamanho.O sistema NeuAR EXPERT calcula automaticamente o raio Loran ideal com base no desgaste do eletrodo, seja para carboneto de tungstênio ou aço pré-endurecido.
Usando Apenas UM Eletrodo
NeuAR todas as séries CNC equipadas com "Circuito de Carboneto de Tungstênio Super Duro (SH2)" garantem que o parafuso se encaixe firmemente usando apenas UM eletrodo.

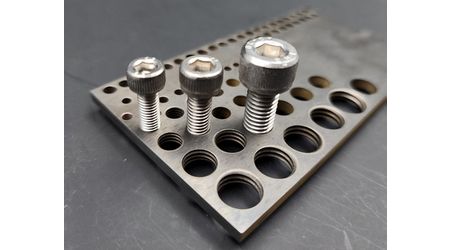
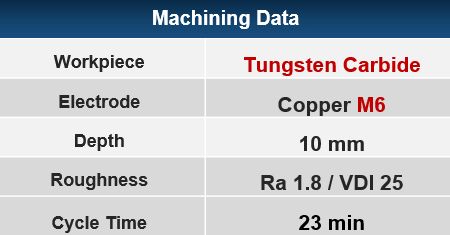
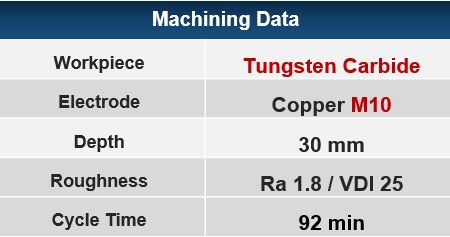
Estudo de Caso de Usinagem: Usinagem de Rosca Interna em Carbeto de Tungstênio M6/M10
Com apenas um eletrodo de cobre, até mesmo materiais de carbeto de tungstênio ultra-duros podem ser usinados—eliminando a necessidade de alinhamento usando dois eletrodos.
A tecnologia de EDM de baixo desgaste garante um tempo de processamento eficiente, mantendo um encaixe seguro e sem folga do parafuso dentro do furo roscado.

Produtos Populares


Rosqueamento Interno em Carbeto de Tungstênio em Alta Velocidade | Fundada em 1998 — Sistemas de Precisão, Orientação AE II e Suporte Global
NEUAR EDM projeta soluções de EDM de alta velocidade, espelho e automatizadas apoiadas por uma equipe com mais de 40 anos de know-how acumulado. Nosso Sistema Inteligente AE II simplifica a programação para que os fabricantes alcancem precisão estável mais rapidamente.
De superfícies com acabamento espelhado em torno de Ra 0,06–0,20 µm a recursos de micro-raio confiáveis, nossa tecnologia apoia programas de moldes e matrizes, médicos, aeroespaciais e automotivos com qualidade e produtividade consistentes.
Oferecemos treinamento estruturado, serviço pós-venda responsivo e suporte pago vitalício para sistemas de EDM espelhados para proteger o tempo de atividade em instalações globais—pergunte sobre demonstrações, cortes de amostra ou uma visita à fábrica.
Fatos da Empresa em Números
0
Anos de Experiência em EDM
0
Garantia de Precisão (Anos)
0%
Satisfação do Cliente