Ren trong carbide tungsten tốc độ cao | Công ty, Đào tạo, Dịch vụ & Tài nguyên | NEUAR EDM
Khi gia công carbide tungsten siêu cứng bằng cách sử dụng máy phay CNC truyền thống, độ mòn của dụng cụ thường rất cao, dẫn đến chi phí đáng kể. Tuy nhiên, bằng cách sử dụng công nghệ EDM, sự mòn công cụ có thể được giảm thiểu đáng kể. Công nghệ AEII EDM mới nhất của NeuAR rút ngắn đáng kể thời gian xả cho gia công ren carbide tungsten. Khác với các phương pháp truyền thống yêu cầu ít nhất hai điện cực để gia công ren bên trong bằng carbide tungsten, mô hình SH2 được trang bị "Mạch carbide tungsten siêu cứng" cho phép hoàn thành việc ren bên trong chỉ với một điện cực. Hồ sơ công ty NeuAR—đào tạo, dịch vụ sau bán hàng và lắp đặt toàn cầu. Xem lợi ích AE II và hoàn thiện gương đến Ra 0.06–0.20 µm—hãy liên hệ ngay hôm nay.
Ren trong carbide tungsten tốc độ cao
Công nghệ cốt lõi của máy phóng điện gương tốc độ cao
Khi gia công carbide tungsten siêu cứng bằng cách sử dụng máy phay CNC truyền thống, độ mòn của dụng cụ thường rất cao, dẫn đến chi phí đáng kể. Tuy nhiên, bằng cách sử dụng công nghệ EDM, sự mòn công cụ có thể được giảm thiểu đáng kể. Công nghệ AEII EDM mới nhất của NeuAR rút ngắn đáng kể thời gian xả cho gia công ren carbide tungsten. Khác với các phương pháp truyền thống yêu cầu ít nhất hai điện cực để gia công ren bên trong bằng carbide tungsten, mô hình SH2 được trang bị "Mạch carbide tungsten siêu cứng" cho phép hoàn thành việc ren bên trong chỉ với một điện cực.
Nghiên cứu trường hợp gia công
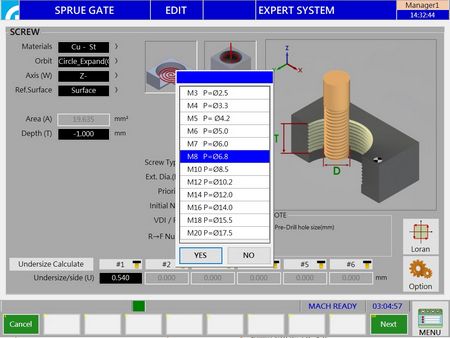
Tự động tính toán Bán kính Loran cần thiết
Đối với các ren mét M3~M20, chỉ cần chọn kích thước.Hệ thống CHUYÊN GIA NeuAR tự động tính toán bán kính Loran tối ưu dựa trên độ mòn của điện cực, cho dù là cho carbide tungsten hay thép đã được tôi trước.
Chỉ Sử Dụng MỘT Điện Cực
NeuAR tất cả các dòng CNC được trang bị "Mạch Carbide Tungsten Cứng Siêu (SH2)" đảm bảo vít được gắn chặt bằng cách chỉ sử dụng MỘT điện cực.

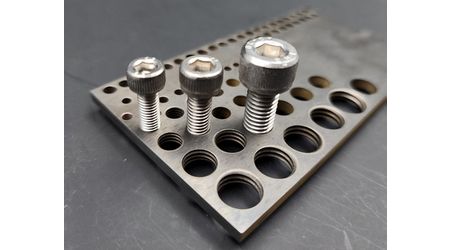
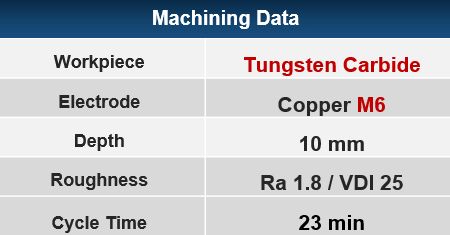
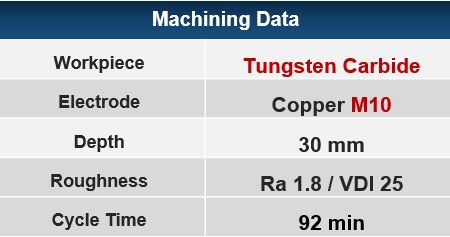
Nghiên cứu trường hợp gia công: Gia công ren trong tungsten carbide M6/M10
Chỉ với một điện cực đồng, ngay cả các vật liệu tungsten carbide siêu cứng cũng có thể được gia công—loại bỏ nhu cầu căn chỉnh bằng hai điện cực.
Công nghệ EDM ít mài mòn đảm bảo thời gian xử lý hiệu quả trong khi vẫn duy trì độ an toàn, không rung lắc cho vít bên trong lỗ ren.

Sản phẩm phổ biến


Ren trong carbide tungsten tốc độ cao | Thành lập 1998 — Hệ thống chính xác, Hướng dẫn AE II & Hỗ trợ toàn cầu
NEUAR EDM thiết kế các giải pháp EDM tốc độ cao, gương và tự động được hỗ trợ bởi một đội ngũ có hơn 40 năm kinh nghiệm tích lũy. Hệ thống Chuyên gia Thông minh AE II của chúng tôi đơn giản hóa lập trình để các nhà sản xuất đạt được độ chính xác ổn định nhanh hơn.
Từ bề mặt hoàn thiện gương với Ra 0.06–0.20 µm đến các đặc điểm vi bán kính đáng tin cậy, công nghệ của chúng tôi hỗ trợ các chương trình khuôn & die, y tế, hàng không vũ trụ và ô tô với chất lượng và năng suất nhất quán.
Chúng tôi cung cấp đào tạo có cấu trúc, dịch vụ sau bán hàng nhanh chóng và hỗ trợ trả phí trọn đời cho các hệ thống EDM gương để bảo vệ thời gian hoạt động trên toàn cầu—hãy hỏi về các buổi trình diễn, cắt mẫu hoặc chuyến thăm nhà máy.
Sự thật về công ty qua các con số
0
Năm kinh nghiệm EDM
0
Đảm bảo độ chính xác (Năm)
0%
Sự hài lòng của Khách hàng