Wysokowydajne gwintowanie wewnętrzne w węgliku tungstenowym | Firma, Szkolenie, Serwis i Zasoby | NEUAR EDM
Podczas obróbki ultra-twardego węglika tungstenowego przy użyciu tradycyjnego frezowania CNC, zużycie narzędzi jest zazwyczaj bardzo wysokie, co prowadzi do znacznych kosztów. Jednakże, korzystając z technologii EDM, zużycie narzędzi można drastycznie zredukować. Technologia AEII EDM 'NEUAR'a znacznie skraca czas odprowadzania dla obróbki gwintów z węglika tungstenowego. W przeciwieństwie do tradycyjnych metod, które wymagają co najmniej dwóch elektrod do obróbki gwintów wewnętrznych w węgliku tungstenowym, model SH2 wyposażony w "Super Twardy Obwód Węglika Tungstenowego" umożliwia wykonanie gwintów wewnętrznych za pomocą zaledwie jednej elektrody.Profil firmy NeuAR—szkolenia, obsługa posprzedażowa i globalne instalacje. Zobacz korzyści z AE II i wykończenia lustrzane do Ra 0,06–0,20 µm—skontaktuj się z nami już dziś.
Wysokowydajne gwintowanie wewnętrzne w węgliku tungstenowym
Technologia rdzeniowa wysokowydajnej maszyny do wyładowania elektrycznego lusterkowego
Podczas obróbki ultra-twardego węglika tungstenowego przy użyciu tradycyjnego frezowania CNC, zużycie narzędzi jest zazwyczaj bardzo wysokie, co prowadzi do znacznych kosztów. Jednakże, korzystając z technologii EDM, zużycie narzędzi można drastycznie zredukować. Technologia AEII EDM 'NEUAR'a znacznie skraca czas odprowadzania dla obróbki gwintów z węglika tungstenowego. W przeciwieństwie do tradycyjnych metod, które wymagają co najmniej dwóch elektrod do obróbki gwintów wewnętrznych w węgliku tungstenowym, model SH2 wyposażony w "Super Twardy Obwód Węglika Tungstenowego" umożliwia wykonanie gwintów wewnętrznych za pomocą zaledwie jednej elektrody.
Studium przypadku obróbki skrawaniem
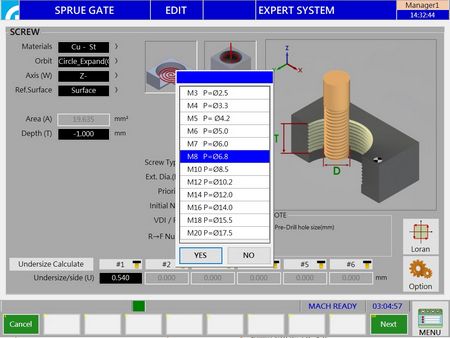
Automatycznie oblicza wymagany promień Loran
Dla gwintów metrycznych M3~M20 wystarczy wybrać rozmiar.System NeuAR EXPERT automatycznie oblicza optymalny promień Loran na podstawie zużycia elektrod, zarówno dla węglika tungstenowego, jak i stali wstępnie utwardzonej.
Używając tylko JEDNEJ elektrody
NeuAR wszystkie serie CNC wyposażone w "Super Twardy Obwód Węglika Tungstenu (SH2)" zapewniają, że śruba pasuje ciasno, używając tylko JEDNEJ elektrody.

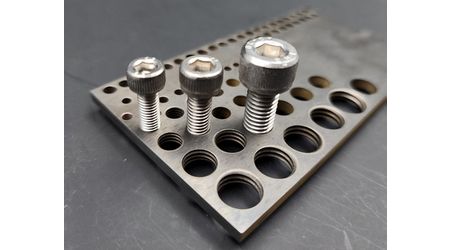
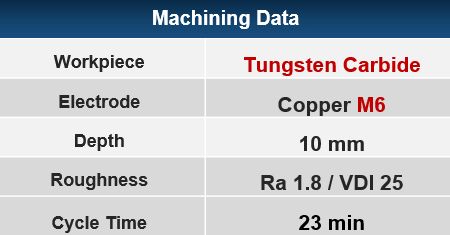
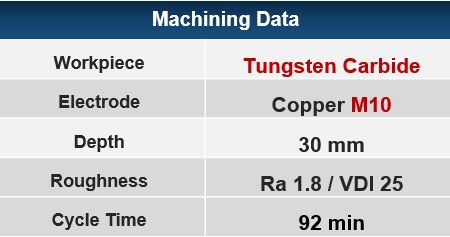
Studium przypadku obróbki: Obróbka gwintów wewnętrznych z węglika tungstenowego M6/M10
Dzięki tylko jednej elektrodzie miedzianej, nawet ultra-twarde materiały węglika tungstenowego mogą być obrabiane—eliminując potrzebę wyrównania przy użyciu dwóch elektrod.
Technologia EDM o niskim zużyciu zapewnia efektywny czas obróbki, jednocześnie utrzymując pewne, bez luzów dopasowanie śruby wewnątrz gwintowanego otworu.

Popularne produkty


Pobierz katalog PDF
Pełny katalog: CNC Precyzyjna maszyna do elektroerozyjnej obróbki wgłębnej
Wysokowydajne gwintowanie wewnętrzne w węgliku tungstenowym | Założona w 1998 — Systemy precyzyjne, Wskazówki AE II i wsparcie globalne
NEUAR EDM projektuje rozwiązania EDM o wysokiej prędkości, lustrzane i zautomatyzowane, wspierane przez zespół z ponad 40-letnim doświadczeniem. Nasz inteligentny system ekspertów AE II upraszcza programowanie, dzięki czemu producenci szybciej osiągają stabilną dokładność.
Od powierzchni o lustrzanym wykończeniu w zakresie Ra 0,06–0,20 µm do niezawodnych cech mikro-promienia, nasza technologia wspiera programy w zakresie form i matryc, medycyny, lotnictwa i motoryzacji z zachowaniem stałej jakości i wydajności.
Oferujemy strukturalne szkolenia, responsywną obsługę posprzedażową oraz dożywotnie płatne wsparcie dla systemów EDM lustrzanych, aby chronić czas pracy w globalnych instalacjach—zapytaj o pokazy, próbne cięcia lub wizytę w fabryce.
Fakty o firmie w liczbach
0
Lata doświadczenia w EDM
0
Zapewnienie dokładności (lata)
0%
Zadowolenie klientów