High-Speed Discharging by using GRAPHITE | Company, Training, Service & Resources | NEUAR EDM
As the demand for precision machining continues to grow, high-speed machining technology for graphite electrodes has become key to improving production efficiency and machining accuracy. The new AE II power supply features high-speed discharge gap monitoring technology, allowing graphite electrodes to perform fine machining in an extremely short time, achieving higher precision and superior surface quality. NEUAR company profile—training, after-sales and global installs. See AE II benefits and mirror finishes to Ra 0.06–0.20 µm—get in touch today.

High-Speed Discharging by using GRAPHITE
Core Technology of Automated High-Speed Electrical Discharge Machine
As the demand for precision machining continues to grow, high-speed machining technology for graphite electrodes has become key to improving production efficiency and machining accuracy. The new AE II power supply features high-speed discharge gap monitoring technology, allowing graphite electrodes to perform fine machining in an extremely short time, achieving higher precision and superior surface quality.
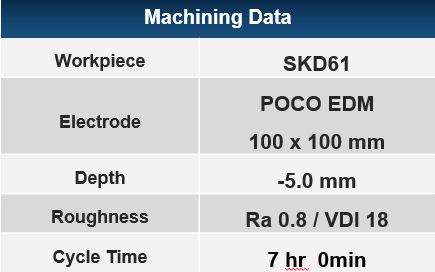
Machining Case Study
Graphite High-Speed EDM Technology
High-speed machining not only shortens the production cycle but also effectively reduces electrode wear, enhancing overall machining efficiency. This technology is especially suitable for applications that demand high precision and superior surface quality, such as semiconductor packaging and mold manufacturing. With the intelligent parameter setting of NEUAR's expert system, graphite electrodes can achieve stable and uniform machining results, ensuring every detail is executed to perfection.

Machining Case Study : Graphite Large-Area Machining Data
Popular Products


High-Speed Discharging by using GRAPHITE | Founded 1998 — Precision Systems, AE II Guidance & Global Support
NEUAR EDM designs high-speed, mirror and automated EDM solutions backed by a team with 40+ years of cumulative know-how. Our AE II Intelligent Expert System streamlines programming so manufacturers reach stable accuracy faster.
From mirror-finish surfaces around Ra 0.06–0.20 µm to reliable micro-radius features, our technology supports mold & die, medical, aerospace and automotive programs with consistent quality and throughput.
We provide structured training, responsive after-sales service and lifetime paid support for mirror EDM systems to protect uptime across global installations—ask about demos, sample cuts or a factory visit.
Company Facts in Numbers
0
Years of EDM Experience
0
Accuracy Assurance (Years)
0%
Client Satisfaction