Tiefe -53mm tiefe Bohrspiegeloberflächenmaschine | Unternehmen, Schulung, Service & Ressourcen | NEUAR EDM
In der EDM-Industrie erfordert das Erreichen einer Spiegeloberflächenbearbeitung oft die Zugabe von Pulver zur Dielektrikumflüssigkeit. Die NEUAR’s Funkenerosionsmaschine hingegen nutzt eine fortschrittliche Entladekreis-Technologie für Spiegeloberflächenbearbeitung, die eine ultrafeine Oberflächenrauhigkeit von Ra 0,08 µm erreicht – ohne die Notwendigkeit von Pulverzusätzen. Diese Innovation verbessert nicht nur die Bearbeitungseffizienz, sondern reduziert auch erheblich die Zeit und Kosten der Nachbearbeitung und bietet den Nutzern außergewöhnliche wirtschaftliche Vorteile.NeuAR Unternehmensprofil – Schulung, After-Sales und globale Installationen. Sehen Sie die Vorteile von AE II und Spiegeloberflächen bis Ra 0,06–0,20 µm – kontaktieren Sie uns noch heute.

Tiefe -53mm tiefe Bohrspiegeloberflächenmaschine
Kerntechnologie der Hochgeschwindigkeits-Spiegel-EDM-Maschine
In der EDM-Industrie erfordert das Erreichen einer Spiegeloberflächenbearbeitung oft die Zugabe von Pulver zur Dielektrikumflüssigkeit. Die NEUAR’s Funkenerosionsmaschine hingegen nutzt eine fortschrittliche Entladekreis-Technologie für Spiegeloberflächenbearbeitung, die eine ultrafeine Oberflächenrauhigkeit von Ra 0,08 µm erreicht – ohne die Notwendigkeit von Pulverzusätzen. Diese Innovation verbessert nicht nur die Bearbeitungseffizienz, sondern reduziert auch erheblich die Zeit und Kosten der Nachbearbeitung und bietet den Nutzern außergewöhnliche wirtschaftliche Vorteile.
Fallstudie zur Bearbeitung
Keine weitere Politur erforderlich
NeuAR ist auf Spiegelflächtechnologie spezialisiert.Durch optimierte Leistungssteuerung und Anpassung der Entladeparameter bietet das neue System den zweiten Generation „HQM2 – Hyper Quality Mirror Circuit“, der ungleichmäßige Reflexionsprobleme beseitigt und gleichmäßige sowie stabile Bearbeitungsergebnisse erzielt.Für Anforderungen an spiegelglatte Oberflächen in Kunststoffformen beseitigt diese Technologie die Notwendigkeit der manuellen Politur, sodass Formen direkt an Maschinen verwendet werden können.
Ob Sie sich den Herausforderungen komplexer Texturen stellen oder die höchste Oberflächenqualität anstreben, unsere Spiegel-EDM-Technologie erfüllt Ihre anspruchsvollsten Anforderungen – sie bietet eine zuverlässige und effiziente Lösung für die Präzisionsfertigung und hilft Kunden, hoch wettbewerbsfähige Produkte zu schaffen.
Extrem geringe Verschleißkontrolle
Die äußerst verschleißarme Kontrolltechnologie sorgt dafür, dass die Endbearbeitungselektroden nahezu verschleißfrei bleiben und Kanten und Ecken scharf und deutlich bleiben.
Fallstudie zur Bearbeitung: Bearbeitung von tiefen Löchern mit spiegelglatter Oberfläche
Tiefe -53mm Bearbeitung von tiefen Löchern mit spiegelglatter Oberfläche, Kunststoffform keine weitere Politur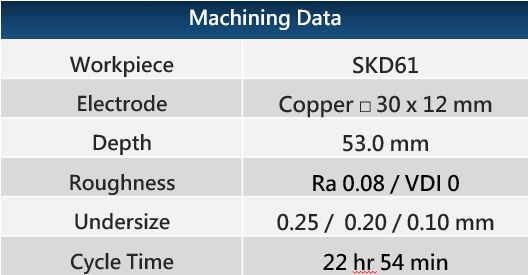
Beliebte Produkte


Tiefe -53mm tiefe Bohrspiegeloberflächenmaschine | Gegründet 1998 – Präzisionssysteme, AE II Anleitung & globaler Support
NEUAR EDM entwirft Hochgeschwindigkeits-, Spiegel- und automatisierte EDM-Lösungen, unterstützt von einem Team mit über 40 Jahren kumuliertem Know-how. Unser AE II Intelligent Expert System optimiert die Programmierung, sodass Hersteller schneller stabile Genauigkeit erreichen.
Von spiegelglatten Oberflächen mit Ra 0,06–0,20 µm bis hin zu zuverlässigen Mikroradiusmerkmalen unterstützt unsere Technologie Formen- & Werkzeugbau, Medizintechnik, Luft- und Raumfahrt sowie Automobilprogramme mit konsistenter Qualität und Durchsatz.
Wir bieten strukturiertes Training, reaktionsschnellen After-Sales-Service und lebenslangen kostenpflichtigen Support für Spiegel-EDM-Systeme, um die Betriebszeit weltweit zu schützen – fragen Sie nach Demos, Musterzuschnitten oder einem Werksbesuch.
Unternehmensfakten in Zahlen
0
Jahre Erfahrung in EDM
0
Genauigkeitsgarantie (Jahre)
0%
Kundenzufriedenheit