Lavorazione in carburo di tungsteno | NEUAR EDM
Per affrontare la sfida dell'elevato usura degli elettrodi durante la lavorazione di materiali ultra-duri, è stato sviluppato un circuito in lega dura dedicato. Questa tecnologia riduce efficacemente le perdite di lavorazione e garantisce che anche i dettagli più fini con angoli acuti siano chiaramente definiti, soddisfacendo le esigenze della produzione di stampi ad alta precisione.La tecnologia core AE II offre una finitura a specchio senza polvere con Ra 0,06–0,08 µm, angoli di 5 µm, controllo Ra ±10% e salto Z di 18 m/min per fori profondi. Vedi HQM2, SPRUE e prenota una demo.

Lavorazione in carburo di tungsteno
Tecnologia fondamentale della macchina per scarica elettrica a specchio ad alta velocità
Per affrontare la sfida dell'elevato usura degli elettrodi durante la lavorazione di materiali ultra-duri, è stato sviluppato un circuito in lega dura dedicato. Questa tecnologia riduce efficacemente le perdite di lavorazione e garantisce che anche i dettagli più fini con angoli acuti siano chiaramente definiti, soddisfacendo le esigenze della produzione di stampi ad alta precisione.
Studio di caso di lavorazione
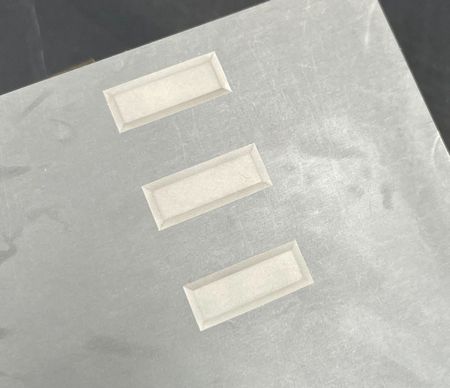
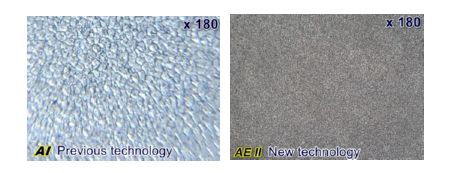
Macchinazione di finitura superficiale super fine senza crepe sulla superficie
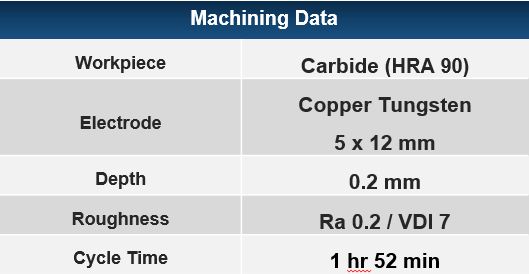
Dotato di AE II "Circuito in Carburo di Tungsteno Super Duro (SH2)" che raggiunge una finitura superficiale ottimale fino a Ra 0,2 μm.Le scintille di scarica ultra-fine garantiscono una superficie uniforme e liscia in carburo di tungsteno senza crepe.
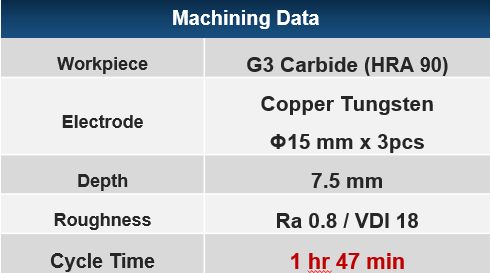
Qualsiasi materiale per elettrodi può farlo!
Sia con rame, rame cromato o tungsteno di rame, il sistema ottimizzerà i parametri per la velocità di lavorazione più rapida con il minimo usura!
Studio di caso di lavorazione: dati di lavorazione della superficie di finitura super fine Ra 0.2 in carburo di tungsteno


Lavorazione in carburo di tungsteno | NEUAR EDM
Il nuovo sistema di potenza di scarica AE II supera i limiti precedenti e semplifica la programmazione in 5 passaggi. Ottieni superfici a specchio ultra-fini attorno a Ra 0,06–0,08 µm senza aggiungere polvere; HQM2 espande la finitura su larga area, riducendo i tempi e i costi di post-lucidatura.
Il modulo SPRUE è progettato per porte angolari con finitura a specchio e ottima stabilità. AE II genera automaticamente percorsi lineari sull'asse Z e percorsi a 3 assi; l'asse C affina gli angoli per stampi di precisione. Per gli stampi di imballaggio IC, il circuito fine a grande area mantiene il Ra complessivo entro ±10% del target, ideale per attrezzature ad alta densità e tolleranze strette.
I circuiti in lega dura sopprimono l'usura su materiali ultra-duri; il circuito a filo in carburo di tungsteno SH2 completa i filetti interni con un singolo elettrodo. Il monitoraggio della distanza ad alta velocità accelera la finitura dell'elettrodo in grafite, mentre il controllo EtherCAT consente il salto dell'asse Z fino a 18 m/min per una lavorazione efficiente di fori profondi—richiedi note tecniche o una demo dal vivo.
Fatti Aziendali in Numeri
0
Anni di Esperienza EDM
0
Assicurazione di Precisione (Anni)
0%
Soddisfazione del Cliente