Obróbka węglika tungstenowego | Firma, Szkolenie, Serwis i Zasoby | NEUAR EDM
Aby sprostać wyzwaniu dużego zużycia elektrod podczas obróbki materiałów ultra-twardych, opracowano dedykowany obwód z twardego stopu. Ta technologia skutecznie redukuje straty podczas obróbki i zapewnia, że nawet najdrobniejsze detale o ostrych kątach są wyraźnie zdefiniowane, spełniając wymagania wysokoprecyzyjnej produkcji form.Profil firmy NeuAR—szkolenia, obsługa posprzedażowa i globalne instalacje. Zobacz korzyści z AE II i wykończenia lustrzane do Ra 0,06–0,20 µm—skontaktuj się z nami już dziś.

Obróbka węglika tungstenowego
Technologia rdzeniowa wysokowydajnej maszyny do wyładowania elektrycznego lusterkowego
Aby sprostać wyzwaniu dużego zużycia elektrod podczas obróbki materiałów ultra-twardych, opracowano dedykowany obwód z twardego stopu. Ta technologia skutecznie redukuje straty podczas obróbki i zapewnia, że nawet najdrobniejsze detale o ostrych kątach są wyraźnie zdefiniowane, spełniając wymagania wysokoprecyzyjnej produkcji form.
Studium przypadku obróbki skrawaniem
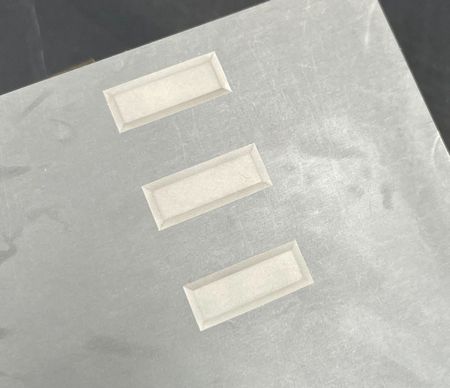
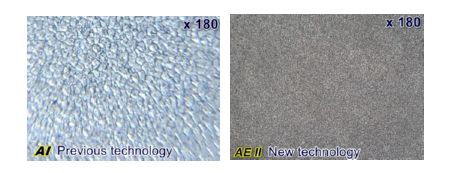
Super gładkie wykończenie obróbcze bez pęknięć na powierzchni
Wyposażony w AE II "Super Twardy Obwód Węglika Tungstenu (SH2)" osiągający optymalne wykończenie powierzchni do Ra 0,2 μm.Ultrafine iskry wyładowania zapewniają gładką i jednolitą powierzchnię węglika tungstenowego bez pęknięć
Każde materiały elektrody mogą to zrobić!
Niezależnie od tego, czy to miedź, miedź chromowa, czy tungsten miedziowy, system zoptymalizuje parametry dla najszybszej prędkości obróbczej przy minimalnym zużyciu!
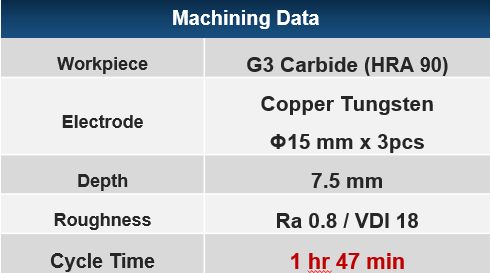
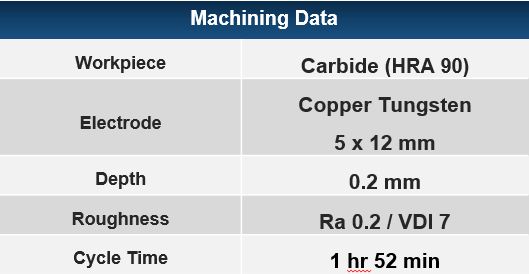
Studium przypadku obróbki: Węglik tungstenowy Ra 0.2 Super Fine Finishing - dane obróbcze
Popularne produkty


Pobierz katalog PDF
Pełny katalog: CNC Precyzyjna maszyna do elektroerozyjnej obróbki wgłębnej
Obróbka węglika tungstenowego | Założona w 1998 — Systemy precyzyjne, Wskazówki AE II i wsparcie globalne
NEUAR EDM projektuje rozwiązania EDM o wysokiej prędkości, lustrzane i zautomatyzowane, wspierane przez zespół z ponad 40-letnim doświadczeniem. Nasz inteligentny system ekspertów AE II upraszcza programowanie, dzięki czemu producenci szybciej osiągają stabilną dokładność.
Od powierzchni o lustrzanym wykończeniu w zakresie Ra 0,06–0,20 µm do niezawodnych cech mikro-promienia, nasza technologia wspiera programy w zakresie form i matryc, medycyny, lotnictwa i motoryzacji z zachowaniem stałej jakości i wydajności.
Oferujemy strukturalne szkolenia, responsywną obsługę posprzedażową oraz dożywotnie płatne wsparcie dla systemów EDM lustrzanych, aby chronić czas pracy w globalnych instalacjach—zapytaj o pokazy, próbne cięcia lub wizytę w fabryce.
Fakty o firmie w liczbach
0
Lata doświadczenia w EDM
0
Zapewnienie dokładności (lata)
0%
Zadowolenie klientów