Super błyszcząca powierzchnia lustra w Ra 0,06μm | NEUAR EDM
W branży powszechnie dodaje się proszek do cieczy obróbczej podczas przetwarzania powierzchni lustrzanej metodą EDM, aby uzyskać efekt lustra na dużej powierzchni. Jednakże, maszyna do wyładowań elektrycznych NeuAR, dzięki zaawansowanej technologii obwodów EDM luster, osiąga ultradrobne efekty lustrzane o chropowatości powierzchni Ra 0,06 µm na dużych obszarach, bez potrzeby dodawania proszku do płynu obróbczej. Wbudowany obwód lustrzany o wysokiej jakości (HQM2) rozszerza obrabialną powierzchnię dla dokładniejszego wykończenia. eliminacja procesu polerowania, umożliwia natychmiastowe użycie po obróbce.Technologia rdzeniowa AE II zapewnia wykończenie lustrzane bez proszku o Ra 0,06–0,08 µm, narożniki 5 µm, kontrolę Ra ±10% oraz skok Z 18 m/min dla głębokich otworów. Zobacz HQM2, SPRUE i umów się na demonstrację.

Super błyszcząca powierzchnia lustra w Ra 0,06μm
Technologia podstawowa zautomatyzowanej maszyny do elektroerozyjnego wyładowania wysokiej prędkości
W branży powszechnie dodaje się proszek do cieczy obróbczej podczas przetwarzania powierzchni lustrzanej metodą EDM, aby uzyskać efekt lustra na dużej powierzchni. Jednakże, maszyna do wyładowań elektrycznych NeuAR, dzięki zaawansowanej technologii obwodów EDM luster, osiąga ultradrobne efekty lustrzane o chropowatości powierzchni Ra 0,06 µm na dużych obszarach, bez potrzeby dodawania proszku do płynu obróbczej. Wbudowany obwód lustrzany o wysokiej jakości (HQM2) rozszerza obrabialną powierzchnię dla dokładniejszego wykończenia. eliminacja procesu polerowania, umożliwia natychmiastowe użycie po obróbce.
Studium przypadku obróbki skrawaniem
Dzięki zoptymalizowanej kontroli mocy i dostosowaniom parametrów rozładowania, NeuAR zapewnia spójną jakość obróbki powierzchni nawet dla dużych detali, zapobiegając nierównemu odbiciu i osiągając jednolite oraz stabilne wyniki. Ta technologia jest szczególnie dobrze dopasowana do zastosowań wymagających ekstremalnie wysokiego wykończenia powierzchni, takich jak produkcja form wysokiej klasy, przetwarzanie komponentów optycznych i pakowanie półprzewodników.
Niezależnie od tego, czy stawiasz czoła wyzwaniu delikatnych tekstur, czy dążysz do wyjątkowej jakości powierzchni, nasza technologia wykończenia lustrzanego spełnia Twoje wysokie wymagania, oferując niezawodne i efektywne rozwiązania dla precyzyjnej produkcji oraz pomagając klientom tworzyć wysoce konkurency

Super obróbka powierzchni lustrzanej, nie wymaga więcej polerowania
Wbudowany obwód lustrzany wysokiej jakości (HQM2) rozszerza obszar obrabialny dla dokładniejszego wykończenia.eliminacja procesu polerowania, umożliwia natychmiastowe użycie po obróbce.
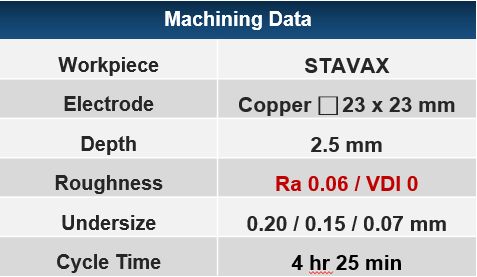
Studium przypadku obróbki: Super błyszcząca powierzchnia lustra w Ra 0.06μm
Obróbka powierzchni lustra VDI 0 / Ra0.06, z programem obróbczy automatycznie generowanym przez system ekspertowy, zapewniającym efektywną i stabilną jakość obróbki.
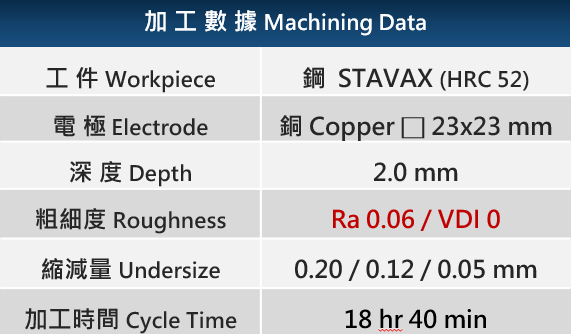
Studium przypadku obróbki: powierzchnia lustrzana Ra0.06um
18 godzin nieprzerwanej obróbki 4 komór.
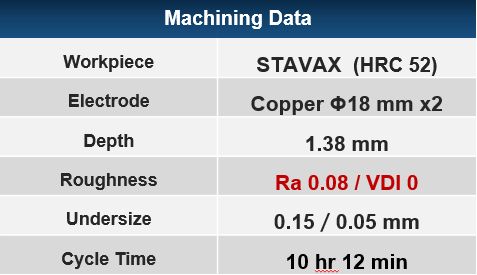
Studium przypadku obróbki: powierzchnia lustra Ra0.08um
Wbudowany obwód luster wysokiej jakości (HQM2) rozszerza obszar powierzchni, który można obrabiać, dla dokładniejszego wykończenia.eliminacja procesu polerowania, umożliwia natychmiastowe użycie po obróbce.

Popularne produkty


Pobierz katalog PDF
Pełny katalog: CNC Precyzyjna maszyna do elektroerozyjnej obróbki wgłębnej
Super błyszcząca powierzchnia lustra w Ra 0,06μm | NEUAR EDM
Nowy system zasilania wyładowania AE II przekracza dotychczasowe ograniczenia i upraszcza programowanie w 5 krokach. Osiągnij ultradrobne powierzchnie lustrzane o Ra 0,06–0,08 µm bez dodawania proszku; HQM2 rozszerza wykończenie dużych obszarów, skracając czas i koszty po polerowaniu.
Moduł SPRUE jest przeznaczony do bram kątowych o lustrzanym wykończeniu z doskonałą stabilnością. AE II automatycznie generuje ścieżki liniowe w osi Z oraz ścieżki 3-osiowe; oś C precyzyjnie dopasowuje kąty dla form precyzyjnych. W przypadku form do pakowania IC, duża powierzchnia drobnego obwodu utrzymuje ogólny Ra w granicach ±10% celu — idealne dla narzędzi o wysokiej gęstości i wąskich tolerancjach.
Obwody z twardego stopu tłumią zużycie na ultra-twardych materiałach; obwód gwintowy SH2 z węglika tungstenowego wykonuje gwinty wewnętrzne za pomocą pojedynczej elektrody. Monitorowanie szczeliny z dużą prędkością przyspiesza wykończenie elektrody grafitowej, podczas gdy kontrola EtherCAT umożliwia skakanie osi Z do 18 m/min dla efektywnego wiercenia głębokich otworów—proszę o notatki techniczne lub demonstrację na żywo.
Fakty o firmie w liczbach
0
Lata doświadczenia w EDM
0
Zapewnienie dokładności (lata)
0%
Zadowolenie klientów