Promień narożnika wnęki do 4μm, dla form wtryskowych złączek | NEUAR EDM
W miarę jak produkty elektroniczne nadal ewoluują w kierunku wyższej precyzji i miniaturyzacji, wymagania dotyczące obróbki stają się coraz bardziej rygorystyczne. Dla drobnych struktur, NEUAR’s najnowsza technologia tłumienia zużycia zapewnia wyjątkową wydajność przy minimalnym promieniu narożnika wynoszącym zaledwie 5 μm, co czyni ją szczególnie odpowiednią dla przemysłu precyzyjnych złączy elektronicznych.Technologia rdzeniowa AE II zapewnia wykończenie lustrzane bez proszku o Ra 0,06–0,08 µm, narożniki 5 µm, kontrolę Ra ±10% oraz skok Z 18 m/min dla głębokich otworów. Zobacz HQM2, SPRUE i umów się na demonstrację.
Promień narożnika wnęki do 4μm, dla form wtryskowych złączek
Technologia rdzeniowa wysokowydajnej maszyny do wyładowania elektrycznego lusterkowego
W miarę jak produkty elektroniczne nadal ewoluują w kierunku wyższej precyzji i miniaturyzacji, wymagania dotyczące obróbki stają się coraz bardziej rygorystyczne. Dla drobnych struktur, NEUAR’s najnowsza technologia tłumienia zużycia zapewnia wyjątkową wydajność przy minimalnym promieniu narożnika wynoszącym zaledwie 5 μm, co czyni ją szczególnie odpowiednią dla przemysłu precyzyjnych złączy elektronicznych.
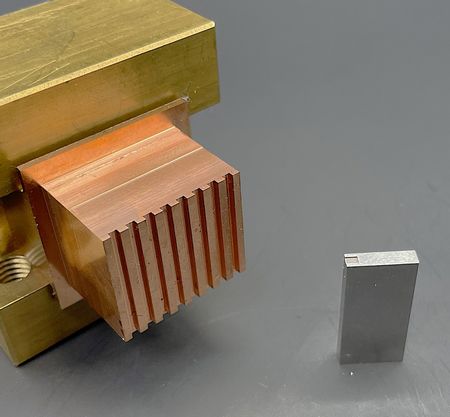
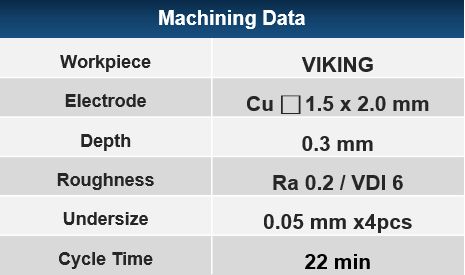
Studium przypadku obróbki skrawaniem
Technologia EDM o ultra-niskim zużyciu + Obwód mikro-wyładowania
Wyposażony w AE II "Obwód o niskim zużyciu (LW2)" i "Obwód mikro-wyładowania (MG)", umożliwiający obróbkę ultra-małych promieni narożników R.
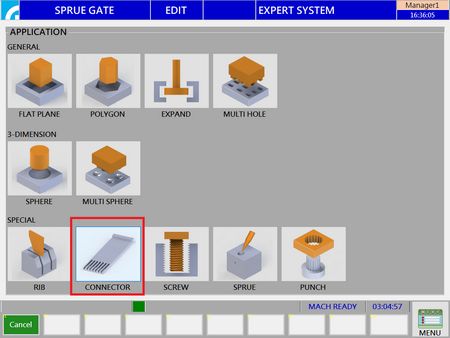
Moduły systemu eksperckiego Connector
- Wbudowane specjalistyczne pakiety warunków obróbczych automatycznie dostarczają optymalne rozwiązanie w oparciu o różne wymagania:
- Inteligentne sugestie dotyczące odpowiedniego promienia narożnika (R) i liczby elektrod.
- Automatyczny dobór optymalnych parametrów obróbczych — brak potrzeby ręcznego ustawienia.
- Automatyczne generowanie współrzędnych przemieszczenia dla precyzyjnego i efektywnego przetwarzania.
- W połączeniu z systemem ATC może efektywnie obsługiwać wiele pozycji obróbczych.
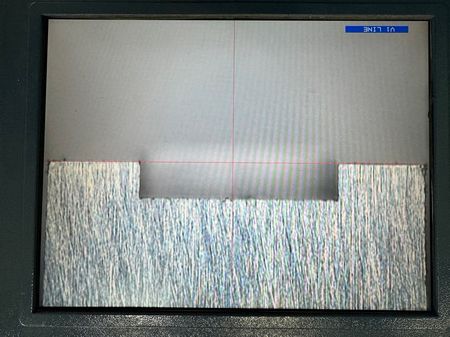
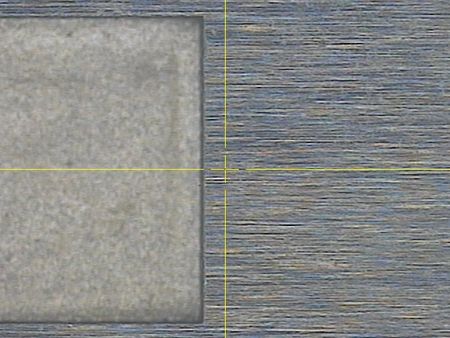
Studium przypadku obróbczej: dane dotyczące obróbki formy Connector
Popularne produkty


Pobierz katalog PDF
Pełny katalog: CNC Precyzyjna maszyna do elektroerozyjnej obróbki wgłębnej
Promień narożnika wnęki do 4μm, dla form wtryskowych złączek | NEUAR EDM
Nowy system zasilania wyładowania AE II przekracza dotychczasowe ograniczenia i upraszcza programowanie w 5 krokach. Osiągnij ultradrobne powierzchnie lustrzane o Ra 0,06–0,08 µm bez dodawania proszku; HQM2 rozszerza wykończenie dużych obszarów, skracając czas i koszty po polerowaniu.
Moduł SPRUE jest przeznaczony do bram kątowych o lustrzanym wykończeniu z doskonałą stabilnością. AE II automatycznie generuje ścieżki liniowe w osi Z oraz ścieżki 3-osiowe; oś C precyzyjnie dopasowuje kąty dla form precyzyjnych. W przypadku form do pakowania IC, duża powierzchnia drobnego obwodu utrzymuje ogólny Ra w granicach ±10% celu — idealne dla narzędzi o wysokiej gęstości i wąskich tolerancjach.
Obwody z twardego stopu tłumią zużycie na ultra-twardych materiałach; obwód gwintowy SH2 z węglika tungstenowego wykonuje gwinty wewnętrzne za pomocą pojedynczej elektrody. Monitorowanie szczeliny z dużą prędkością przyspiesza wykończenie elektrody grafitowej, podczas gdy kontrola EtherCAT umożliwia skakanie osi Z do 18 m/min dla efektywnego wiercenia głębokich otworów—proszę o notatki techniczne lub demonstrację na żywo.
Fakty o firmie w liczbach
0
Lata doświadczenia w EDM
0
Zapewnienie dokładności (lata)
0%
Zadowolenie klientów