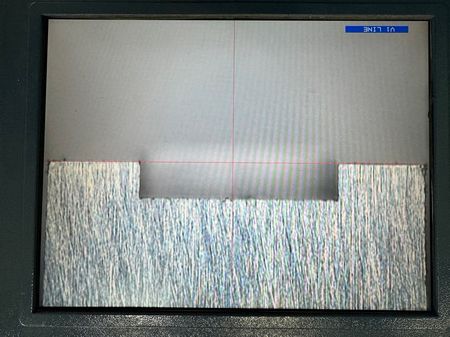
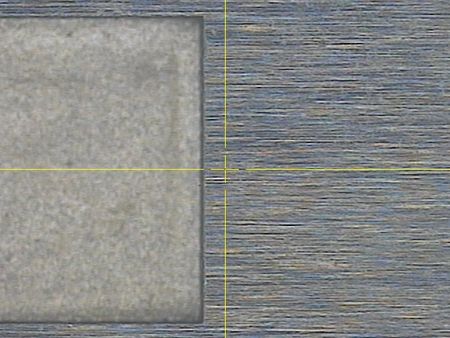
コネクタ金型のキャビティ内のコーナー半径は4μm以内です。 | NEUAR EDM
電子製品が高精度と小型化に向けて進化し続ける中、加工要求はますます厳しくなっています。微細構造に対して、NEUAR’sの最新の摩耗抑制技術は、最小コーナー半径がわずか5μmという優れた性能を発揮し、特に精密電子コネクタ業界に適しています。AE IIコアテクノロジーは、Ra 0.06–0.08 µmの粉なしミラー仕上げ、5 µmのコーナー、±10%のRa制御、深穴用の18 m/minのZジャンプを提供します。HQM2、SPRUEを参照し、デモを予約してください。
コネクタ金型のキャビティ内のコーナー半径は4μm以内です。
高速ミラー放電加工機のコア技術
電子製品が高精度と小型化に向けて進化し続ける中、加工要求はますます厳しくなっています。微細構造に対して、NEUAR’sの最新の摩耗抑制技術は、最小コーナー半径がわずか5μmという優れた性能を発揮し、特に精密電子コネクタ業界に適しています。
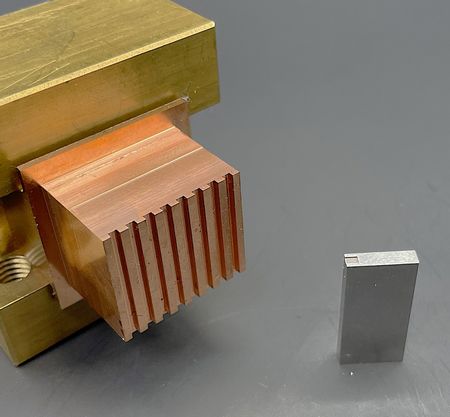
加工ケーススタディ
超低摩耗EDM技術 + マイクロ放電回路
AE II "低摩耗回路 (LW2)" と "マイクロ放電回路 (MG)" を搭載し、超小型コーナーR半径加工を可能にします。
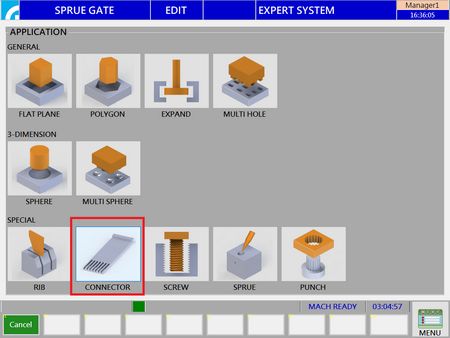
エキスパートシステム コネクタモジュール
- 内蔵の専門的な加工条件パッケージは、異なる要件に基づいて最適なソリューションを自動的に提供します。
- 適切なコーナー半径(R)と電極の数に関するインテリジェントな提案。
- 最適な加工パラメータの自動選択 — 手動設定は不要です。
- 正確で効率的な加工のための変位座標の自動生成。
- ATCシステムと組み合わせることで、複数の加工位置を効率的に処理できます。
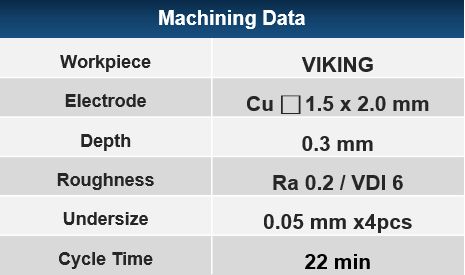
加工ケーススタディ:コネクタ金型加工データ
人気製品


コネクタ金型のキャビティ内のコーナー半径は4μm以内です。 | NEUAR EDM
新しいAE II放電電源システムは、限界を打破し、5ステップでプログラミングを簡素化します。粉を追加せずにRa 0.06–0.08 µm周辺の超微細ミラー表面を実現します。HQM2は大面積仕上げを拡張し、ポストポリッシュの時間とコストを削減します。
SPRUEモジュールは、優れた安定性を持つミラー仕上げの角ゲートを対象としています。AE IIはZ軸のリニアおよび3軸パスを自動生成し、C軸は精密金型のために角度を調整します。ICパッケージング金型においては、大面積の微細回路が全体のRaを目標の±10%以内に保ち、高密度で厳しい公差の工具に最適です。
ハード合金回路は超硬材料の摩耗を抑制します。SH2のタングステンカーバイドスレッド回路は、単一の電極で内部スレッドを完成させます。高速ギャップモニタリングはグラファイト電極の仕上げを迅速化し、EtherCAT制御によりZ軸のジャンプを18 m/minに実現し、効率的な深穴加工を可能にします。技術ノートまたはライブデモをリクエストしてください。
会社の数字による事実
0
EDM経験年数
0
精度保証(年数)
0%
顧客満足度