Радиус угла полости до 4μm для форм для соединителей | NEUAR EDM
Поскольку электронные продукты продолжают развиваться в сторону более высокой точности и миниатюризации, требования к обработке становятся все более строгими. Для тонких структур последняя технология подавления износа NEUAR’s обеспечивает исключительную производительность с минимальным радиусом угла всего 5 мкм, что делает ее особенно подходящей для отрасли прецизионных электронных соединителей.Технология AE II core обеспечивает безпорошковую зеркальную отделку с Ra 0.06–0.08 µm, углы 5 µm, контроль Ra ±10% и Z-прыжок 18 м/мин для глубоких отверстий. Смотрите HQM2, SPRUE и запишитесь на демонстрацию.
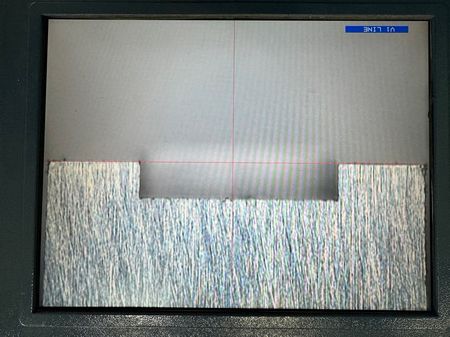
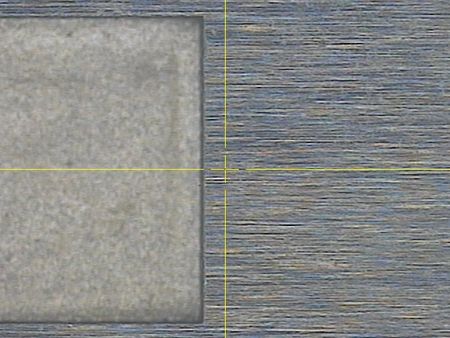
Радиус угла полости до 4μm для форм для соединителей
Ключевая технология высокоскоростного электродугового станка
Поскольку электронные продукты продолжают развиваться в сторону более высокой точности и миниатюризации, требования к обработке становятся все более строгими. Для тонких структур последняя технология подавления износа NEUAR’s обеспечивает исключительную производительность с минимальным радиусом угла всего 5 мкм, что делает ее особенно подходящей для отрасли прецизионных электронных соединителей.
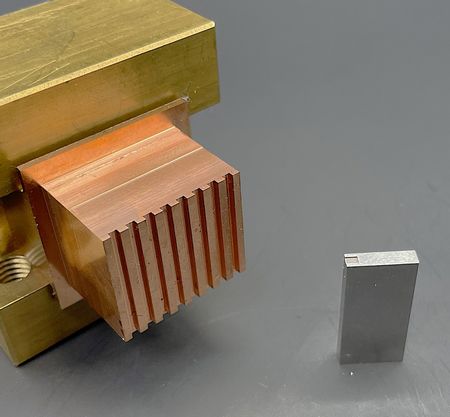
Изучение случая обработки
Технология EDM с ультра-низким износом + Микроразрядная схема
Оснащена AE II "Схемой низкого износа (LW2)" и "Микроразрядной схемой (MG)", что позволяет обрабатывать радиусы углов с ультра-маленьким R.
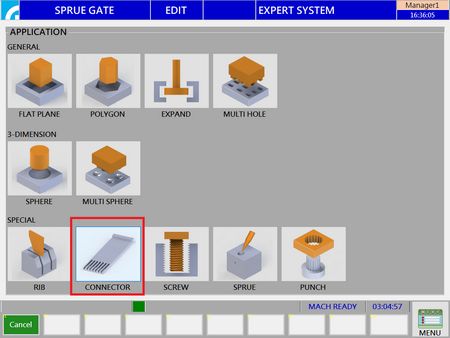
Модули соединителя экспертной системы
- Встроенные специализированные пакеты условий обработки автоматически предоставляют оптимальное решение на основе различных требований:
- Интеллектуальные предложения по подходящему радиусу угла (R) и количеству электродов.
- Автоматический выбор оптимальных параметров обработки — без необходимости ручной настройки.
- Автогенерация координат смещения для точной и эффективной обработки.
- В сочетании с системой ATC она может эффективно обрабатывать несколько позиций обработки.
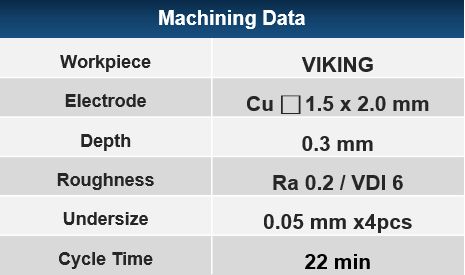
Кейс обработки: данные обработки формы соединителя
Популярные продукты


Радиус угла полости до 4μm для форм для соединителей | NEUAR EDM
Новая система мощности разряда AE II преодолевает прежние ограничения и упрощает программирование в 5 шагов. Достигайте ультратонких зеркальных поверхностей около Ra 0.06–0.08 µm без добавления порошка; HQM2 расширяет финиширование больших площадей, сокращая время и стоимость постобработки.
Модуль SPRUE нацелен на зеркально-гладкие угловые ворота с отличной стабильностью. AE II автоматически генерирует линейные пути по оси Z и 3-осевые пути; ось C уточняет углы для прецизионных форм. Для форм упаковки ИС крупноформатная тонкая схема поддерживает общий Ra в пределах ±10% от целевого значения — идеально для инструментов с высокой плотностью и жесткими допусками.
Твердые сплавы подавляют износ ультра-твердых материалов; нитка из вольфрамового карбида SH2 завершает внутренние резьбы с помощью одного электрода. Мониторинг зазора на высокой скорости ускоряет обработку графитового электрода, в то время как управление EtherCAT позволяет оси Z прыгать до 18 м/мин для эффективной обработки глубоких отверстий — запросите технические заметки или живую демонстрацию.
Факты о компании в цифрах
0
Опыт работы в EDM за годы
0
Гарантия точности (лет)
0%
Удовлетворенность клиентов