18M/min Z-Achse Hochgeschwindigkeits-Sprung | NEUAR EDM
Der neue AE II Bewegungssteuerungsalgorithmus ermöglicht durch die Verwendung der Ether CAT digitalen Signalübertragung Z-Achsen-Hochgeschwindigkeitsbewegungen von bis zu 18 m/min. Er rivalisiert mit linearen Motorsystemen und eignet sich besonders für die Bearbeitung von tiefen Löchern. Selbst bei der Bearbeitung von tiefen Löchern oder großflächigen Präzisionsbearbeitungen entfernt er effektiv Bearbeitungsreste schnell, um eine stabile Verarbeitungsqualität zu gewährleisten.Die AE II Kerntechnologie liefert eine pulverbeschichtungsfreie Spiegeloberfläche mit Ra 0,06–0,08 µm, 5 µm Ecken, ±10% Ra-Kontrolle und 18 m/min Z-Sprung für tiefe Löcher. Siehe HQM2, SPRUE & buchen Sie eine Demo.

18M/min Z-Achse Hochgeschwindigkeits-Sprung
Kerntechnologie der automatisierten elektrischen Entladungsmaschine
Der neue AE II Bewegungssteuerungsalgorithmus ermöglicht durch die Verwendung der Ether CAT digitalen Signalübertragung Z-Achsen-Hochgeschwindigkeitsbewegungen von bis zu 18 m/min. Er rivalisiert mit linearen Motorsystemen und eignet sich besonders für die Bearbeitung von tiefen Löchern. Selbst bei der Bearbeitung von tiefen Löchern oder großflächigen Präzisionsbearbeitungen entfernt er effektiv Bearbeitungsreste schnell, um eine stabile Verarbeitungsqualität zu gewährleisten.
Fallstudie zur Bearbeitung
EtherCAT Servoantriebstechnologie
Der neue AE II Bewegungssteuerungsalgorithmus ermöglicht durch die Verwendung der EtherCAT-Digitalübertragung Z-Achsen-Hochgeschwindigkeits-Sprünge von bis zu 18 m/min.Rivalisiert mit linearen Motorsystemen, besonders geeignet für das Tieflochbohren.

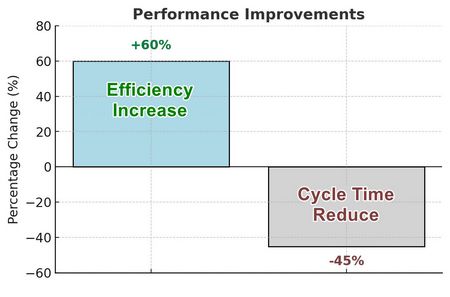
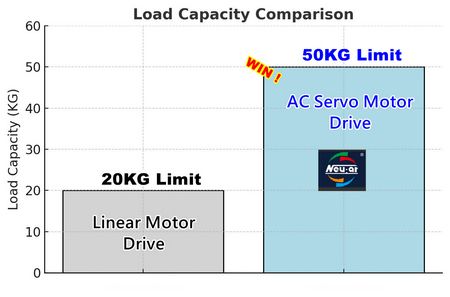
Besser als lineare Motorantriebe
Linearmotoren sind durch Gewichtsbeschränkungen aufgrund des magnetischen Kerns eingeschränkt und für schwere Elektroden ungeeignet.NeuAR mit einer Kugelgewindestruktur kann schwerere Elektrodenlasten unterstützen und gewährleistet eine zuverlässige und sichere Bearbeitung.
Beliebte Produkte


18M/min Z-Achse Hochgeschwindigkeits-Sprung | NEUAR EDM
Das neue AE II Entladeleistungssystem überwindet frühere Grenzen und optimiert die Programmierung in 5 Schritten. Erreichen Sie ultrafeine Spiegeloberflächen um Ra 0,06–0,08 µm, ohne Pulver hinzuzufügen; HQM2 erweitert die Flächenbearbeitung, verkürzt die Nachbearbeitungszeit und -kosten.
Das SPRUE-Modul zielt auf spiegelglatte, schräg angeordnete Tore mit hervorragender Stabilität ab. AE II generiert automatisch Z-Achsen-Linearpfade und 3-Achsen-Pfade; die C-Achse verfeinert die Winkel für Präzisionsformen. Für IC-Verpackungsformen hält der großflächige feine Schaltkreis den gesamten Ra innerhalb von ±10% des Ziels – ideal für hochdichte, eng tolerierte Werkzeuge.
Hartmetallkreise verringern den Verschleiß auf ultraharten Materialien; der Wolframkarbid-Gewindekreis von SH2 vervollständigt Innengewinde mit einer einzigen Elektrode. Die Hochgeschwindigkeits-Spaltüberwachung beschleunigt die Bearbeitung der Graphitelektrode, während die EtherCAT-Steuerung ein Z-Achsen-Springen von 18 m/min für eine effiziente Tieflochbearbeitung ermöglicht – fordern Sie technische Notizen oder eine Live-Demo an.
Unternehmensfakten in Zahlen
0
Jahre Erfahrung in EDM
0
Genauigkeitsgarantie (Jahre)
0%
Kundenzufriedenheit