Hochgeschwindigkeits-Innengewinde aus Hartmetall | Unternehmen, Schulung, Service & Ressourcen | NEUAR EDM
Beim Bearbeiten von ultrahartem Wolframkarbid mit traditionellen CNC-Fräsmaschinen ist der Werkzeugverschleiß typischerweise sehr hoch, was zu erheblichen Kosten führt. Durch den Einsatz von EDM-Technologie kann der Werkzeugverschleiß drastisch reduziert werden. Die neueste AEII-EDM-Technologie von NeuAR verkürzt die Entladezeit für die Bearbeitung von Hartmetallgewinden erheblich. Im Gegensatz zu traditionellen Methoden, die mindestens zwei Elektroden benötigen, um Innengewinde in Hartmetall zu bearbeiten, ermöglicht das SH2-Modell, das mit dem "Superharten Hartmetallkreis" ausgestattet ist, die Fertigstellung von Innengewinden mit nur einer Elektrode.NeuAR Unternehmensprofil – Schulung, After-Sales und globale Installationen. Sehen Sie die Vorteile von AE II und Spiegeloberflächen bis Ra 0,06–0,20 µm – kontaktieren Sie uns noch heute.
Hochgeschwindigkeits-Innengewinde aus Hartmetall
Kerntechnologie der Hochgeschwindigkeits-Spiegel-EDM-Maschine
Beim Bearbeiten von ultrahartem Wolframkarbid mit traditionellen CNC-Fräsmaschinen ist der Werkzeugverschleiß typischerweise sehr hoch, was zu erheblichen Kosten führt. Durch den Einsatz von EDM-Technologie kann der Werkzeugverschleiß drastisch reduziert werden. Die neueste AEII-EDM-Technologie von NeuAR verkürzt die Entladezeit für die Bearbeitung von Hartmetallgewinden erheblich. Im Gegensatz zu traditionellen Methoden, die mindestens zwei Elektroden benötigen, um Innengewinde in Hartmetall zu bearbeiten, ermöglicht das SH2-Modell, das mit dem "Superharten Hartmetallkreis" ausgestattet ist, die Fertigstellung von Innengewinden mit nur einer Elektrode.
Fallstudie zur Bearbeitung
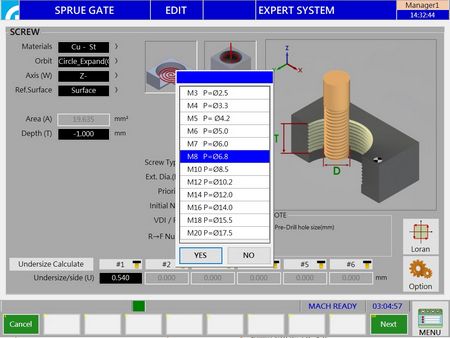
Berechnet automatisch den erforderlichen Loran-Radius
Für metrische Gewinde M3~M20 wählen Sie einfach die Größe aus.Das NeuAR EXPERT-System berechnet automatisch den optimalen Loran-Radius basierend auf dem Elektrodenverschleiß, sei es für Hartmetall oder vorgehärteten Stahl.
Nur EINE Elektrode verwenden
NeuAR alle CNC-Serien, die mit dem "Superharten Wolframkarbidkreis (SH2)" ausgestattet sind, sorgen dafür, dass die Schraube durch die Verwendung von nur EINE Elektrode fest sitzt.

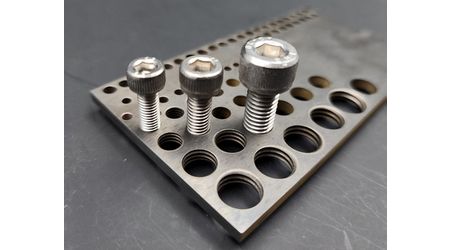
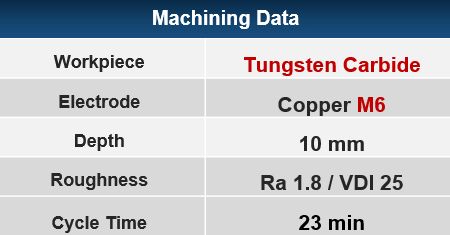
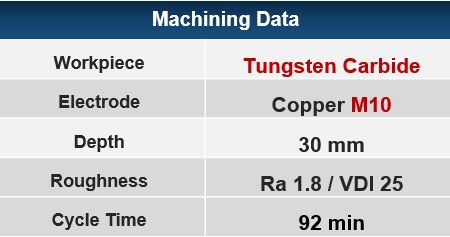
Fallstudie zur Bearbeitung: Wolframkarbid M6/M10 Innengewinde-Bearbeitung
Mit nur einer Kupferelektrode können selbst ultraharte Wolframkarbidmaterialien bearbeitet werden – was die Notwendigkeit der Ausrichtung mit zwei Elektroden eliminiert.
Die verschleißarme EDM-Technologie sorgt für effiziente Bearbeitungszeiten und gewährleistet gleichzeitig einen sicheren, wackelfreien Schraubensitz im Gewindeloch.

Beliebte Produkte


Hochgeschwindigkeits-Innengewinde aus Hartmetall | Gegründet 1998 – Präzisionssysteme, AE II Anleitung & globaler Support
NEUAR EDM entwirft Hochgeschwindigkeits-, Spiegel- und automatisierte EDM-Lösungen, unterstützt von einem Team mit über 40 Jahren kumuliertem Know-how. Unser AE II Intelligent Expert System optimiert die Programmierung, sodass Hersteller schneller stabile Genauigkeit erreichen.
Von spiegelglatten Oberflächen mit Ra 0,06–0,20 µm bis hin zu zuverlässigen Mikroradiusmerkmalen unterstützt unsere Technologie Formen- & Werkzeugbau, Medizintechnik, Luft- und Raumfahrt sowie Automobilprogramme mit konsistenter Qualität und Durchsatz.
Wir bieten strukturiertes Training, reaktionsschnellen After-Sales-Service und lebenslangen kostenpflichtigen Support für Spiegel-EDM-Systeme, um die Betriebszeit weltweit zu schützen – fragen Sie nach Demos, Musterzuschnitten oder einem Werksbesuch.
Unternehmensfakten in Zahlen
0
Jahre Erfahrung in EDM
0
Genauigkeitsgarantie (Jahre)
0%
Kundenzufriedenheit